“客戶至上,誠信經(jīng)營”
用我們的真誠和汗水,以求發(fā)展,共創(chuàng)未來!
 訂購熱線電話: 訂購熱線電話: |
| 158-0510-2719 |
“客戶至上,誠信經(jīng)營”
用我們的真誠和汗水,以求發(fā)展,共創(chuàng)未來!
| 訂購熱線電話: |
| 158-0510-2719 |

鹽城市開創(chuàng)機(jī)床有限公司
聯(lián)系人:耿經(jīng)理
聯(lián)系方式:15805102719
電話:0515-88594060
郵箱:yckcjc@yeah.net
網(wǎng)址:ob2258.com
地址:鹽城市人民北路356號(hào)
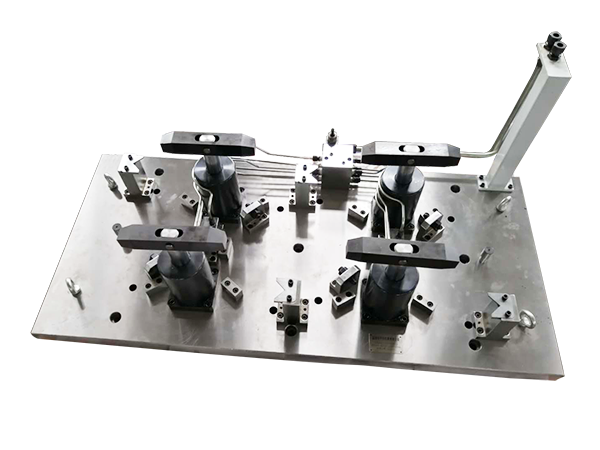
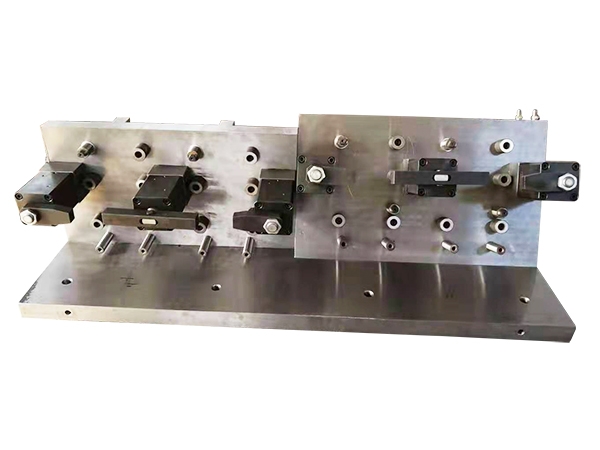
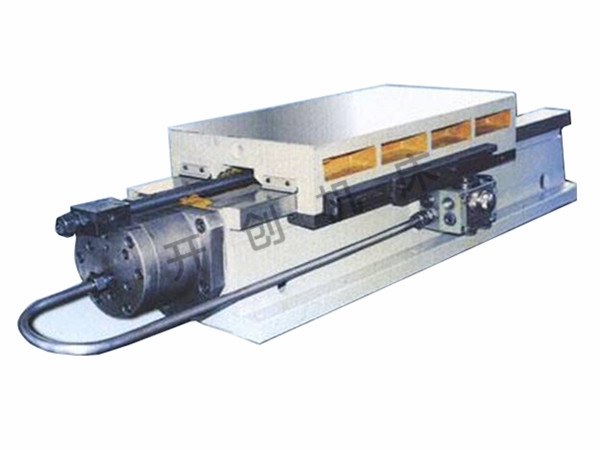
機(jī)械滑臺(tái)導(dǎo)軌的裝配與數(shù)控機(jī)床加工工件
在選出機(jī)械滑臺(tái)主導(dǎo)軌之后,工作人員需要重新調(diào)整馬爾探頭,通過馬爾測微儀顯示的數(shù)值,調(diào)解主導(dǎo)軌上不同位置上螺栓應(yīng)用的預(yù)緊力,如果馬爾測微儀顯示的數(shù)值增加,則表示螺栓預(yù)緊力需要增加,如果相反,則表示螺栓預(yù)緊力需要降低;然后,工作人員需要再次通過均等分的方式獲取主導(dǎo)軌的直線度,利用多次測量的數(shù)據(jù)不斷調(diào)整,實(shí)現(xiàn)螺栓預(yù)緊力的較優(yōu)化,確保主導(dǎo)軌具備較高的直線度,滿足機(jī)械滑臺(tái)的裝配要求。因?yàn)橹鲗?dǎo)軌具備的直線度會(huì)對副導(dǎo)軌的安裝造成影響,所以工作人員需要合理調(diào)整主導(dǎo)軌的直線度,多次測量方法可以將主導(dǎo)軌直線度存在的直線誤差控制在微米級,為副導(dǎo)軌的裝配奠定良好的基礎(chǔ)。在主導(dǎo)軌裝配完成之后,工作人員需要自為基準(zhǔn)原則,將馬爾測微儀安裝在主導(dǎo)軌上,根據(jù)馬爾測微儀顯示數(shù)值的變化,對副導(dǎo)軌螺栓預(yù)緊力進(jìn)行調(diào)整,從而實(shí)現(xiàn)副導(dǎo)軌直線度的提升,完成基座的裝配。
如果出現(xiàn)數(shù)控機(jī)床加工的工件尺寸不穩(wěn)定現(xiàn)象,我們起先要根據(jù)具體的現(xiàn)象來判斷,到底是表面,還是一部分還是整體尺寸不一致,然后再根據(jù)實(shí)際情況,找到原因以及解決辦法。
數(shù)控機(jī)床在加工工件的過程中,常常會(huì)出現(xiàn)工件尺寸不穩(wěn)定,大小不一的現(xiàn)象,此時(shí)我們要根據(jù)不同的表現(xiàn)形式,來確定原因,并找到解決辦法:
1、驅(qū)動(dòng)器相位燈正常,而加工出來的工件尺寸時(shí)大時(shí)小
故障原因:機(jī)床拖板長期高速運(yùn)行,導(dǎo)致絲桿和軸承磨損;刀架的重復(fù)定位精度在長期使用中產(chǎn)生偏差;拖板每次都能準(zhǔn)確回到加工起點(diǎn),但加工工件尺寸仍然變化。此種現(xiàn)象一般由主軸引起,主軸的高速轉(zhuǎn)動(dòng)使軸承磨損嚴(yán)重,導(dǎo)致加工尺寸變化。金屬加工微信,內(nèi)容不錯(cuò),值得關(guān)注。
解決方案:用百分表靠在刀架底部,同時(shí)通過系統(tǒng)編輯一個(gè)固定循環(huán)程序,檢查拖板的重復(fù)定位精度,調(diào)整絲桿間隙,替換軸承;用百分表檢查刀架的重復(fù)定位精度,調(diào)整機(jī)械或替換刀架;用百分表檢測加工工件后是否準(zhǔn)確回到程序起點(diǎn),若可以,則檢修主軸,較換軸承。
2、工件尺寸準(zhǔn)確,表面光潔度差
故障原因:刀具刀尖受損,不鋒利;機(jī)床產(chǎn)生共振,放置不平穩(wěn);機(jī)床有爬行現(xiàn)象;加工工藝不好。
解決方案:刀具磨損或受損后不鋒利,則重新磨刀或選擇較好的刀具重新對刀;機(jī)床產(chǎn)生共振或放置不平穩(wěn),調(diào)整水平,打下基礎(chǔ),固定平穩(wěn);機(jī)械產(chǎn)生爬行的原因?yàn)橥习鍖?dǎo)軌磨損厲害,絲杠滾珠磨損或松動(dòng),機(jī)床應(yīng)注意保養(yǎng),上下班之后應(yīng)清掃鐵絲,并及時(shí)加潤滑油,以減少摩擦;選擇適合工件加工的冷卻液,在能達(dá)到其他工序加工要求的情況下,盡量選用較高的主軸轉(zhuǎn)速。
3、工件產(chǎn)生錐度大小頭現(xiàn)象
故障原因:機(jī)床放置的水平?jīng)]調(diào)整好,一高一低,產(chǎn)生放置不平穩(wěn);車削長軸時(shí),貢獻(xiàn)材料比較硬,刀具吃刀比較深,造成讓刀現(xiàn)象;尾座頂針與主軸不同心。
解決方案:使用水平儀調(diào)整機(jī)床的水平度,打下扎實(shí)的地基,把機(jī)床固定好提高其韌性;選擇合理的工藝和適當(dāng)?shù)那邢鬟M(jìn)給量避免刀具受力讓刀;調(diào)整尾座
 在線咨詢
在線咨詢