“客戶至上,誠信經營”
用我們的真誠和汗水,以求發展,共創未來!
 訂購熱線電話: 訂購熱線電話: |
| 158-0510-2719 |
“客戶至上,誠信經營”
用我們的真誠和汗水,以求發展,共創未來!
| 訂購熱線電話: |
| 158-0510-2719 |

鹽城市開創機床有限公司
聯系人:耿經理
聯系方式:15805102719
電話:0515-88594060
郵箱:yckcjc@yeah.net
網址:ob2258.com
地址:鹽城市人民北路356號
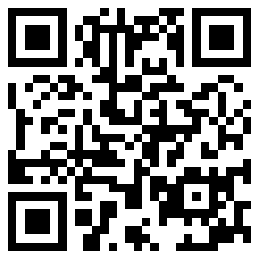
包裝機中的氣調包裝機組合機床工藝方案的制定是設計組合機床重要的步驟之一。工藝方案制定的正確與否,定機能否到“重量輕、體積小。結構簡單、使用方便、效率高、質量好?的要求。為了使機床方案制定的合理、先進,以工人為主體的三結合”設計,密切聯系實際,總結生產實踐經驗,面了解被加工零件的加工情況和影響機床方案制定的因素。影響床工藝方案制定的主要因素有:
加工的工序和加工精度的要求。被加工零作需要在組合味上完成的工序及加工度,是制定機床工藝方案的主要依據。
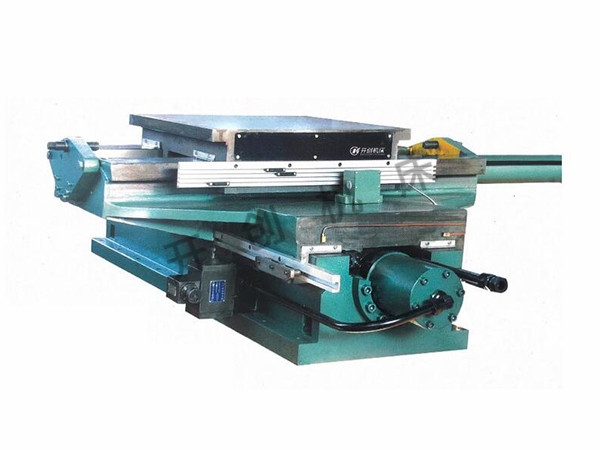
制定工藝方案時,需要企面分析工件的加工精度及技術要求,了解現場加工工藝及保證精度的措施。例如,加工12級精度的孔,不僅工步數要多,而且不同的孔徑亦應朵用不同的工藝方法。當孔間的位置精度要求很高時,工藝安排上應使所有孔的精加工在同一個工位上進行。如果同一軸線上的幾個孔同心度要求較高,則應盡可能考慮從一面進行加工。
氣調包裝機組合機床工藝方案的制定中加工件的特點、如工件材料及硬度、加工部位的出形式、工件的性、基面等,對于機床工藝方案的制定都有重要的影響。加工同樣精度的孔,加工鋼件比加工鐵件的工步數就多。。
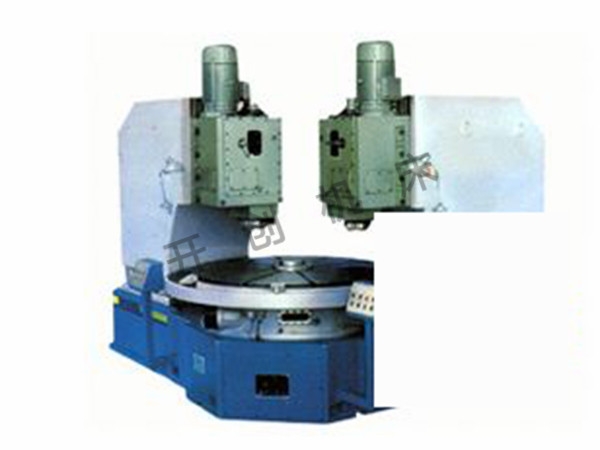
當工件內壁孔徑大于外壁孔徑時,只能朵用單刀的加工方法,加工時工件(或頭)讓刀,使筐刀頭定向后送進工件,方能加工。
工件的剛性不足,加工時工序就不能太集中。有時為了減少機床臺數,采取高度集中工序時,從安排上,也要把一些工序從時間上錯開加工,以絕同時加工時因工件受力變形發熱變形以及動而影響加工精度。
重視工件在組合機床加工前已完成的工序以及毛坯孔的質量。當毛坯孔余量很大成鑄造質量較差,有大毛刺時,有時則安排粗拉荒工序,對幾個同心孔常朵用粗擴的加工方法。工件有無適當的工藝基面也是影響工藝方案制訂的重要因素。
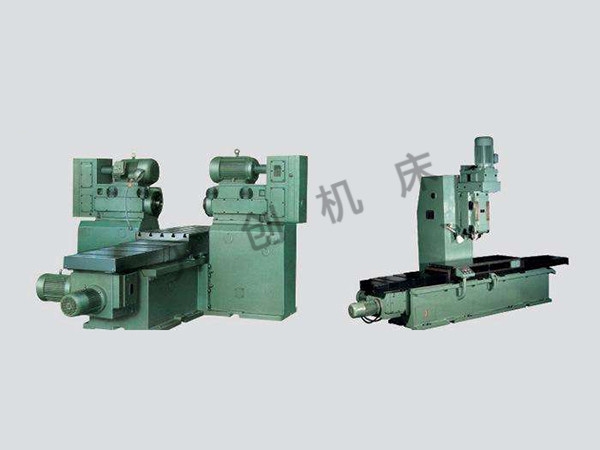
氣調包裝機組合機床工藝方案的制定時工件的生產方式被加工零件的生產批量的大小,對機床工藝方案的制定也有影響。對大批大量生產的箱體零件,工序安排上,一般趨于分散。以氣缸體為例,缸孔和三軸孔加工多由兩套機床來完成。共粗加工,華精加工及精加工也分別在不同機床上進行。
 在線咨詢
在線咨詢